發(fā)電電焊機知識 Industry
用發(fā)電電焊機如何焊好管道焊縫的焊接技巧

一、 焊前準備
焊接設備:根焊、填充、蓋面均可使用使用電王HW800DS柴油雙把多功能半自動發(fā)電電焊機。
焊接材料:根焊采用伯樂φ3.2 E6010纖維素焊條;填充、蓋面采用林肯E81T8-G φ2.0藥芯自保護焊絲。
坡口清理:組對前,首先進行坡口清理。用角向磨光機或電動鋼絲刷清除坡口及正反面邊緣25mm范圍內的油、銹、水及其它污物,直至全部露出金屬光澤。
管口組對:管口組對直接影響根焊質量,必須嚴格按焊接工藝參數(shù)進行,控制坡口鈍邊控制在0.5~2.0mm范圍內;坡口間隙嚴格控制在2.5~3.5mm,管口頂部為2.5mm,管口底部為3.5mm。
如圖1所示。
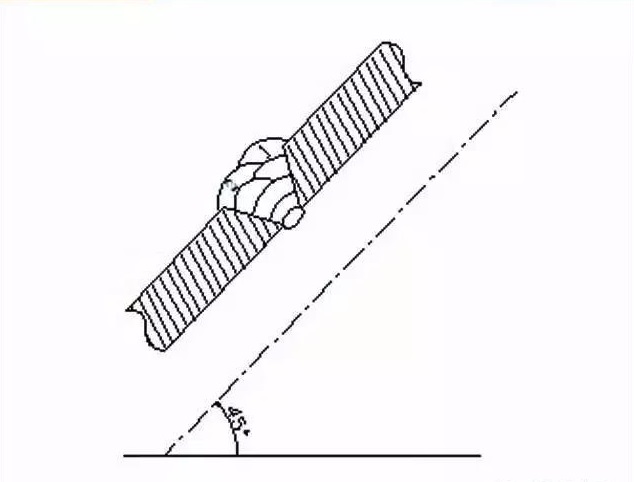
管口定位焊:管口定位使用內卡點固,可用8~10個U型卡,均勻對稱分布于管口內,牢固焊接。然后將焊件以斜45°位置固定在焊架上。
1、選擇焊接工藝參數(shù)
焊接工藝參數(shù)是指導焊接操作的重要依據(jù),從根焊打底,到填充、蓋面焊,都必須守焊接工藝規(guī)程,嚴格控制焊接工藝參數(shù)。
φ1016×21mmX70鋼管斜45°焊接工藝參數(shù)(表1)
2、根焊
焊前預熱:X70鋼級較高,有較強的裂紋傾向,根焊前必須進行預熱,將坡口及周圍加熱到80~120℃,方可進行根焊。
根焊:采用E6010纖維素下向焊,雙人組合從管頂起焊。起焊點從頂點超過中心線5mm~8mm處起焊,從坡口表面上引弧,然后將電弧引至坡口根部,待鈍邊熔透后沿焊縫直拖向下。
采用短弧操作,防止產(chǎn)生氣孔,利于坡口根部熔透,防止產(chǎn)生未焊透和未熔合,同時要防止產(chǎn)生內凹和塌陷,并做到更換焊條時接頭處飽滿。
根焊焊完后,應徹底清除表面熔渣和飛濺,尤其是焊縫與坡口表面交界處應清理干凈,避免在下層焊道焊接時產(chǎn)生夾渣。
3、填充焊:
填充層選用林肯E81T8-G φ2.0藥芯自保護焊絲,采用手工半自動焊。
X70級鋼材有一定的裂紋傾向,為防止產(chǎn)生裂紋,必須保證層間溫度達到80℃以上,冬季焊接施工必須采取適當?shù)募訜岽胧?
根焊完成后,應立即進行焊層清理,緊接著進行熱焊層及填充層的焊接;填充層的焊接缺陷主要為氣孔、夾渣和未熔合。填充焊時保持短弧焊接;采用直線運條或稍作擺動;自上而下不斷調整焊槍傾角,
使焊絲保持如圖2所示角度;每層焊接完畢,必須先用磨光機或電動鋼絲刷將熔渣清理干凈,再焊下一層;填充層較寬時,可用排焊,要先排下道再排上道,依次往上,如圖3所示,焊道要求均勻、飽滿,兩側熔合良好。特別應該注意,填充焊最后一層時,不能破壞坡口邊緣,保證蓋面層坡口輪廓分明(如圖3所示),為蓋面焊控制熔寬提供參照。
4、 蓋面
蓋面焊應該做到焊縫外觀尺寸合格,無焊接缺陷,成型美觀,是焊口的最后一道工序,也是關鍵工序。
斜45℃管口蓋面焊,有突出的難點,外觀容易出現(xiàn)咬邊和焊縫超高的缺陷,焊道之間容易出現(xiàn)溝槽,必須采用適當?shù)墓に嚪椒ǎ簢栏癜垂に噮?shù)要求,采用直線稍加擺動運條,擺動幅度要適當,
熔化兩側坡口邊緣1.5mm~2mm為宜,采用擺動運條,有利于氣體析出和熔渣上浮,可防止氣孔和夾渣產(chǎn)生;施焊時宜要先排上道,再排下道,
如圖4所示,這樣不僅可適當減少排焊道數(shù),且易于控制焊縫咬邊、焊道超高及焊道之間出現(xiàn)溝槽等現(xiàn)象,焊道之間過渡平緩,成型美觀,利于提高焊縫質量和效率。
北京安捷偉達科技有限公司,將一如既往地為你您提供熱情優(yōu)質的服務和高品質的發(fā)電電焊機、直埋管道光纜故障定位儀等產(chǎn)品。
歡迎來電垂詢產(chǎn)品事宜。
咨詢熱線:010-86468776,13521628344(微信)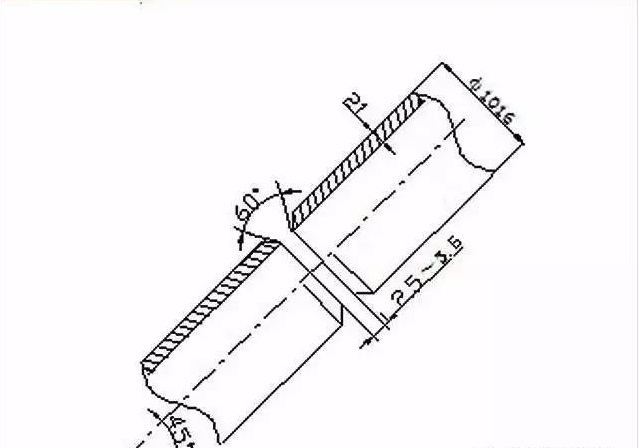 圖1管口組對有關參數(shù)
圖1管口組對有關參數(shù)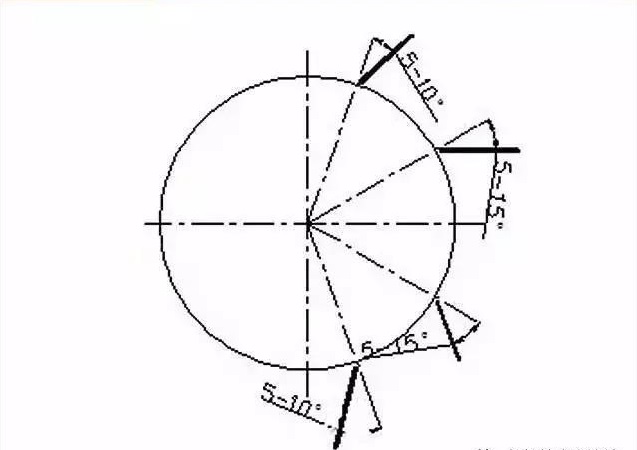
圖2焊絲傾角示意圖
二、施焊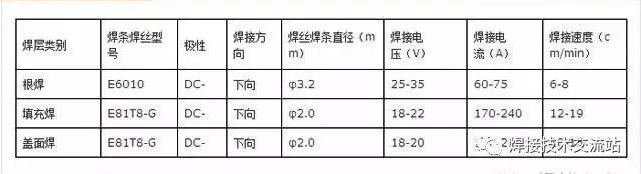
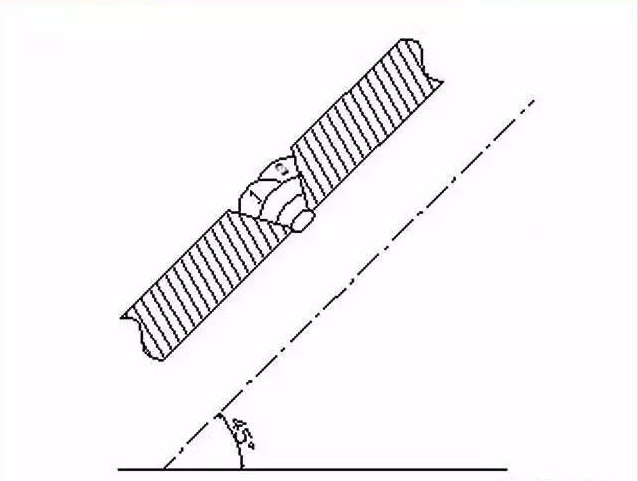
圖3 填充層焊道順序