發(fā)電電焊機(jī)知識(shí) Industry
如何判斷電王發(fā)電電焊機(jī)焊接時(shí)電流的大小
電王系列發(fā)電電焊機(jī)在焊接的時(shí)候,尤其是剛剛接觸電王發(fā)電電焊機(jī)的焊工新手,對(duì)焊機(jī)的性能特點(diǎn)了解不夠,焊機(jī)自身又不帶電流預(yù)調(diào)節(jié)功能,初次焊接的時(shí)候一般都不知道怎么樣的電流合適,要么就大了,要么就小了。那么怎么才能通過(guò)焊接過(guò)程判斷電流的大小呢?總結(jié)下來(lái)就是兩個(gè)詞“一聽(tīng)、四看”。
焊接時(shí)可以從電弧的響聲來(lái)判斷電流的大小。電流較大時(shí),發(fā)出“嘩嘩”聲響,猶如大河流水一樣。電流較小時(shí),發(fā)出“咝咝”聲響,而且容易斷弧。電流適中時(shí),會(huì)發(fā)出“沙沙”的聲響,同時(shí)夾著清脆的“劈啪”聲。
電流過(guò)小時(shí),電弧吹力小,溶渣和鐵水不容易分清。電流過(guò)大時(shí),電弧吹力大,可看到較大的鐵水顆粒向熔池外飛濺,焊接時(shí)爆烈聲大。
電流過(guò)小,焊條熔化困難,容易粘在焊件上。電流過(guò)大時(shí),當(dāng)焊條熔化到半截以后,剩余焊條出現(xiàn)紅熱狀態(tài),甚至出現(xiàn)藥皮脫落現(xiàn)象。
在焊接過(guò)程中,觀察熔池狀況,調(diào)節(jié)整操作方法,是得到預(yù)期理想焊縫形狀常用的方法,溶池的形狀反映出電流的大小。
電流大時(shí),熔池呈長(zhǎng)形圖; 電流小時(shí),熔池呈扁形;電流適中時(shí),熔池形狀是鴨蛋形。
電流過(guò)大時(shí),熔深大,焊縫寬而低,兩側(cè)容易產(chǎn)生咬邊,焊波粗糙;電流過(guò)小時(shí),焊縫窄而高,兩側(cè)與母材金屬熔合不良;電流適中時(shí),焊縫兩側(cè)與母材金屬熔合良好,焊縫成形良好,焊波美觀,高度適中,呈圓滑過(guò)渡。其中焊接時(shí)決定焊接電流的依據(jù)很多,如焊條類型、焊條直徑、焊件厚度、接頭形式、焊縫位置和層數(shù)等。但主要的是焊條直徑和焊縫位置。
焊條直徑的選擇取決于焊件的厚度和焊縫的位置。
在焊接平焊縫時(shí),由于運(yùn)條和控制熔池中的熔化金屬都比較容易,因此可以選擇較大的焊接電流進(jìn)行焊接。但在其它位置焊接時(shí),為了避免熔化金屬?gòu)娜鄢刂辛鞒?要使熔池盡可能小些,所以焊接電流相應(yīng)要比平焊小一些。一般在使用堿性焊條時(shí),焊接電流要比酸性灶條小一些。
北京安捷偉達(dá)科技有限公司,將一如既往地為你您提供熱情優(yōu)質(zhì)的服務(wù)和高品質(zhì)的發(fā)電電焊機(jī)、直埋管道光纜故障定位儀等產(chǎn)品。
歡迎來(lái)電垂詢產(chǎn)品事宜。
咨詢熱線:010-86468776,13521628344(微信)
一聽(tīng):聽(tīng)聲響
四看:
1.看飛濺
2.看焊條熔化狀態(tài)
3.看熔池狀況
4.看焊縫成形。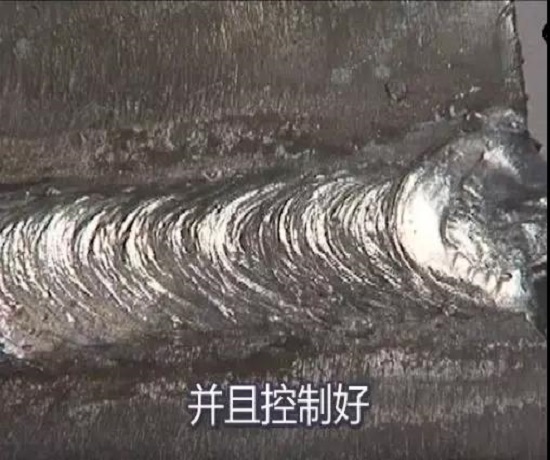
備注一、焊接電流和焊條直徑的關(guān)系:
備注二、焊接電流和焊縫位置的關(guān)系: