發(fā)電電焊機知識 Industry
電王發(fā)電電焊機焊接外觀缺陷的產(chǎn)生原因及預防措施
無論哪個品牌的發(fā)電電焊機,受各種不同因素的影響,在使用中都可能會產(chǎn)生焊接缺陷,焊接缺陷分很多種,都會嚴重影響產(chǎn)品質(zhì)量,也會危害焊工及其他現(xiàn)場工作人員的人身安全,今天小編就專門搜集了一些關于焊接外觀缺陷的產(chǎn)生及預防資料,供大家學習交流。
外觀缺陷
外觀缺陷(表面缺陷)是指不用借助于儀器,從工件表面可以發(fā)現(xiàn)的缺陷。常見的外觀缺陷有咬邊、焊瘤、凹陷及焊接變形等,有時還有表面氣孔和表面裂紋。單面焊的根部未焊透等。
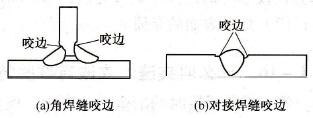
A、咬邊
是指沿著焊趾,在母材部分形成的凹陷或溝槽, 它是由于電弧將焊縫邊緣的母材熔化后沒有得到熔敷金屬的充分補充所留下的缺口。
產(chǎn)生咬邊的主要原因是電弧熱量太高,即發(fā)電電焊機的電流設置太大,運條速度太小所造成的。焊條與工件間角度不正確,擺動不合理,電弧過長,焊接次序不合理等都會造成咬邊。直流焊時電弧的磁偏吹也是產(chǎn)生咬邊的一個原因。某些焊接位置(立、橫、仰)會加劇咬邊。
咬邊減小了母材的有效截面積,降低結構的承載能力,同時還會造成應力集中,發(fā)展為裂紋源。
矯正操作姿勢,選用合理的規(guī)范,采用良好的運條方式都會有利于消除咬邊。
焊角焊縫時,用交流焊代替直流發(fā)電電焊機焊機也能有效地防止咬邊。
焊縫中的液態(tài)金屬流到加熱不足未熔化的母材上或從焊縫根部溢出,冷卻后形成的未與母材熔合的金屬瘤即為焊瘤。焊接規(guī)范過強、焊條熔化過快、焊條質(zhì)量欠佳(如偏芯),發(fā)電電焊機空濾、機濾、燃濾保養(yǎng)不到位導致輸出功率不足或不穩(wěn)及操作姿勢不當?shù)榷既菀讕砗噶觥T跈M、立、仰位置更易形成焊瘤。
焊瘤常伴有未熔合、夾渣缺陷,易導致裂紋。同時,焊瘤改變了焊縫的實際尺寸,會帶來應力集中。管子內(nèi)部的焊瘤減小了它的內(nèi)徑,可能造成流動物堵塞。
防止焊瘤的措施:使焊縫處于平焊位置,正確選用規(guī)范,選用無偏芯焊條,合理操作。
凹坑指焊縫表面或背面局部的低于母材的部分。
凹坑多是由于收弧時焊條(焊絲)未作短時間停留造成的(此時的凹坑稱為弧坑),仰立、橫焊時,常在焊縫背面根部產(chǎn)生內(nèi)凹。
凹坑減小了焊縫的有效截面積,弧坑常帶有弧坑裂紋和弧坑縮孔。
防止凹坑的措施:選用有電流衰減系統(tǒng)的焊機,盡量選用平焊位置,選用合適的焊接規(guī)范,收弧時讓焊條在熔池內(nèi)短時間停留或環(huán)形擺動,填滿弧坑。
未焊滿是指焊縫表面上連續(xù)的或斷續(xù)的溝槽。填充金屬不足是產(chǎn)生未焊滿的根本原因。規(guī)范太弱,焊條過細,運條不當?shù)葧е挛春笣M。
未焊滿同樣削弱了焊縫,容易產(chǎn)生應力集中,同時,由于規(guī)范太弱使冷卻速度增大,容易帶來氣孔、裂紋等。
防止未焊滿的措施:加大焊接電流,加焊蓋面焊縫。
燒穿是指焊接過程中,熔深超過工件厚度,熔化金屬自焊縫背面流出,形成穿孔性缺。
焊接電流過大,速度太慢,電弧在焊縫處停留過久,都會產(chǎn)生燒穿缺陷。工件間隙太大,鈍邊太小也容易出現(xiàn)燒穿現(xiàn)象。
燒穿是鍋爐壓力容器產(chǎn)品上不允許存在的缺陷,它完全破壞了焊縫,使接頭喪失其聯(lián)接飛及承載能力。
選用較小電流并配合合適的焊接速度,減小裝配間隙,在焊縫背面加設墊板或藥墊,使用脈沖焊,能有效地防止燒穿。
(1)成形不良 指焊縫的外觀幾何尺寸不符合要求。有焊縫超高,表面不光滑,以及焊縫過寬,焊縫向母材過渡不圓滑等。
(2)錯邊 指兩個工件在厚度方向上錯開一定位置,它既可視作焊縫表面缺陷,又可視作裝配成形缺陷。
(3)塌陷單面焊時由于輸入熱量過大,熔化金屬過多而使液態(tài)金屬向焊縫背面塌落, 成形后焊縫背面突起,正面下塌。
(4)表面氣孔及弧坑縮孔。
(5)各種焊接變形如角變形、扭曲、波浪變形等都屬于焊接缺陷O角變形也屬于裝配成形缺陷。
北京安捷偉達科技有限公司,將一如既往地為你您提供熱情優(yōu)質(zhì)的服務和高品質(zhì)的發(fā)電電焊機、直埋管道光纜故障定位儀等產(chǎn)品。
歡迎來電垂詢產(chǎn)品事宜。
咨詢熱線:010-86468776,13521628344(微信)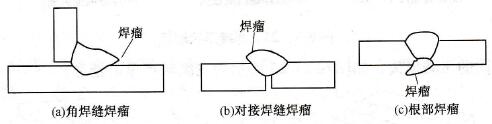
B、焊瘤
C、凹坑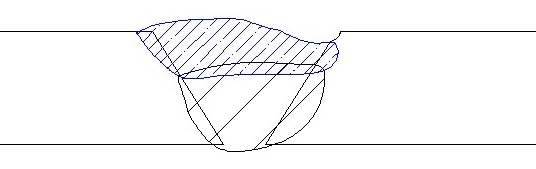
D、未焊滿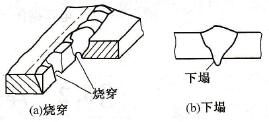
E、燒穿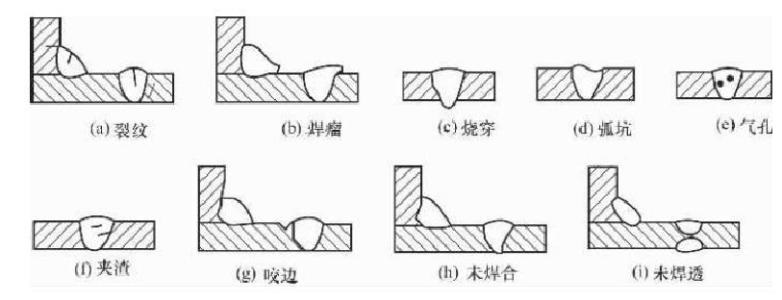
F、其他表面缺陷: